Chłodzenie akumulatora i płyta chłodząca akumulator wodą
Dzięki dogłębnej promocji krajowego zarządzania ciepłem w pojazdach energetycznych nowy przemysł pojazdów energetycznych przyciąga coraz więcej uwagi. Bezpieczeństwo, żywotność, zasięg i wydajność akumulatorów, będących sercem nowych pojazdów energetycznych, również stały się w centrum uwagi większości użytkowników. Aby poprawić wydajność akumulatorów, wydłużyć żywotność obliczeń CFD, zwiększyć zasięg pojazdów i zapobiec wypadkom związanym z bezpieczeństwem akumulatorów zasilających, temperatura pracy akumulatora stała się jednym z kluczowych czynników.

Spośród wszystkich rozwiązań chłodzenia akumulatorów, chłodzenie cieczą stało się głównym sposobem chłodzenia, przewyższającym chłodzenie powietrzem i chłodzenie z przemianą fazową ze względu na dużą pojemność cieplną właściwą i wysoki współczynnik przenikania ciepła. Ciepło wytwarzane przez akumulator podczas pracy jest przenoszone poprzez kontakt pomiędzy elementami elektronicznymi a powierzchnią aluminiowego urządzenia w kształcie płyty i ostatecznie jest odprowadzane przez płyn chłodzący w kanale przepływowym wewnątrz płyty urządzenia. To aluminiowe urządzenie w kształcie płyty to płyta chłodząca wodę.
Konstrukcja i układ płyty chłodzącej wodę są również zróżnicowane, zależne głównie od rodzaju akumulatora i ogólnego układu układu akumulatorów. Ponadto, aby zapewnić równomierność temperatury pakietu akumulatorów dużej energii, cały system zarządzania ciepłem zasadniczo przyjmuje konstrukcję odgałęzień wielorównoległych. Im dłuższy kanał chłodzący, tym trudniej jest kontrolować równomierność temperatury.
Zmiany procesowe płyty chłodzącej akumulator wodny
Pojazdy elektryczne ewoluowały od wczesnej konwersji zwykłego oleju na energię elektryczną do optymalizacji rozwiązań akumulatorowych PACK pod wymogiem redukcji kosztów, zmianom uległ także przebieg procesu technologicznego z płytą chłodzącą wodą.
1. Produkt pierwszej generacji - płyta chłodząca z wytłaczanego aluminium
Materiał profilowanej płyty chłodzącej wodą to profil aluminiowy serii 6 o grubości około 2 mm. Nie ma potrzeby stosowania konstrukcji zawieszenia. Moduły VDA są układane bezpośrednio na górze, po 3-4 moduły na każdym bloku. Kanał przepływu wody można również zintegrować z dnem skrzynki. Wszystkie moduły są ułożone na płycie chłodzącej wodą, a siła jest oczywista.
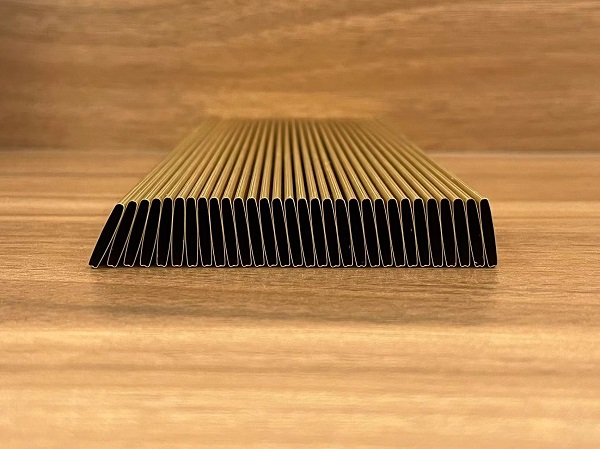
2. Wydajność produktu drugiej generacji - wydajność małej płytki do stemplowania i płyty chłodzącej rurę fortepianową wpłynie na wydajność akumulatora, co bezpośrednio wpływa na żywotność akumulatora pojazdów elektrycznych. Kilka talerzy aluminiowych z wodą i zimnymi deskami to ponad dziesięć czy dwadzieścia kilogramów płynu ograniczonego do pracy akumulatora, więc trafiają bezpośrednio do zimnego pałacu. Etap. W rzeczywistości proces spawania jest szeroko stosowany w przemyśle motoryzacyjnym. Wykorzystuje się przedni radiator, skraplacz i płytowy wymiennik ciepła samochodu. Generalnie aluminium serii 3 maluje się w pozycji spawanej, a następnie w zbyt wysokiej temperaturze (ok. 600°C) spawa w piecu topionym, zespawanym, dzięki czemu proces pracy jest stosunkowo prosty. Użyj tego samego procesu, ale aplikacja jest inna. Na desce do stemplowania należy najpierw wybić wzór. Głębokość prowadnicy wynosi zazwyczaj 2-3,5 mm. Spawane z innym tabletem z innym tabletem. Przekrój kanału przepływowego rurki harmonijki jest zbliżony do kształtu rurki harmonijki ustnej, przy czym kolektory na obu końcach pełnią funkcję zbiegów, więc wewnętrzny kierunek przepływu może być tylko prosty i nie może być zaprojektowany dowolnie jak płyta tłoczona i ma pewne ograniczenia.
3. Produkty trzeciej generacji - integracja i integracja płytek chłodzących ciecz
Ponieważ gęstość energii pojedynczego ogniwa akumulatora osiąga pewne wąskie gardło, gęstość energii całego pakietu można zwiększyć jedynie poprzez zwiększenie szybkości grupowania PAKIETU. Aby zmieścić więcej akumulatorów w zestawie akumulatorów, moduł jest coraz większy, a nawet koncepcja modułu zostaje odrzucona, a akumulatory układane są bezpośrednio w pudełku, czyli CTP. W tym samym czasie płytka chłodząca akumulator również rozwija się w kierunku dużej płytki, albo zintegrowanej z pudełkiem lub modułem, albo wykonanej w dużą wytłoczoną płytkę leżącą płasko na dnie skrzynki lub zakrywającą górną część akumulatora komórka.
Spośród trzech typów złożoność funkcjonalna płyty chłodzącej z płytą tłoczoną będzie większa, ponieważ wymagania dotyczące tłoczenia i spawania są bardzo wysokie. Jednocześnie, niezależnie od rodzaju procesu produkcji płyty chłodzącej akumulator, spawanie jest bardzo ważnym procesem. Obecnie technologię spawania płyt chłodzonych wodą dzieli się głównie na trzy kategorie: łączenie dyfuzyjne pod napięciem, lutowanie próżniowe i zgrzewanie tarciowe z mieszaniem. Płyty chłodzące do lutowania próżniowego charakteryzują się elastyczną konstrukcją i wysoką wydajnością spawania, dlatego są szeroko stosowane w pojazdach elektrycznych.
Obecnie, wraz ze stopniową dywersyfikacją konstrukcji płyt chłodzących ciecz, wymagania dotyczące procesów spawania są coraz wyższe, a spawanie rozwija się również w 6 następujących kierunkach: 1) Poprawa efektywności energetycznej spawania, zwiększenie wydajności spawania i zmniejszenie spawania koszty; 2) Popraw poziom mechanizacji i automatyzacji warsztatu przygotowawczego oraz popraw stabilność jakości spawania; 3) Zautomatyzować proces spawania, ulepszyć środowisko produkcji spawalniczej i rozwiązać trudne warunki pracy; 4) Rozwój wschodzących gałęzi przemysłu w dalszym ciągu sprzyja rozwojowi technologii spawania; 5) Nie można ignorować badań i rozwoju źródeł ciepła; 6) Powszechnym problemem jest technologia oszczędzania energii. Podsumowując, stawia to również wyższe wymagania w zakresie badań, rozwoju i produkcji sprzętu spawalniczego.